BAB I
PERENCANAAN DAN PENGENDALIAN PERSIAPAN
1.1 Pengenalan Produksi
Injection Machine yang
merupakan inti dari proses injection,
berfungsi untuk membuat suatu produk yang berbahan dasar plastik. Berdasarkan
cara kerjanya mesin injection terdiri dari dua jenis yaitu full automatic dan semi automatic. Mold
merupakan bagian dari mesin injection yang
berfumgsi untuk mencetak. Mold
memerlukan perawatan (Maintenance)
agar kondisi mold tersebut tidak
mudah rusak sehingga dapat menghasilkan produk yang baik juga.
Biji
plastik merupakan material utama dalam proses injection. Material baru dan belum mengalami proses produksi
disebut material virgin, dan ada pula material yang sudah masuk proses produksi
dan masih bisa digunakan kembali sebagai bahan dasar untuk proses produksi,
akan tetapi harus melalui beberapa tahapan supaya material tersebut dapat
memenuhi persyaratan kelayakan untuk digunakan kembali dan memperoleh hasil
produksi yang baik.
Langkah-langkah yang dilakukan dalam
memproduksi mika lampu motor honda beaat adalah
menentukan bentuk produk yang di inginkan oleh customer, menentukan material yang ingin digunakan, setup mold sesuai bentuk produk yang
ingin diproduksi, merestart kembali program yang ada di monitor mesin injection
molding, lalu memulai dengan menekan tombol start. Penggambaran bentuk produk, dilakukan dengan bantuan software autocad, gambar yang dihasilkan
adalah gambar produk 2 dimensi. Gambar produk tersebut bisa dikonversi untuk
mendapatkan gambar 2 dimensi untuk gambar susunan dan gambar benda kerja.
1.2 Mesin Injection
Molding Nissei FN 6000
Mesin injection molding inilah yang digunakan
untuk membuat produk mika lampu motor honda beat. Mesin injection molding ini terbilang mesin injection molding yang cukup besar dan produk yang dihasilkan oleh
mesin ini berkualitas sangat baik. Prinsip kerja mesin ini umumnya sama seperti
mesin injection molding yang lain
yaitu Termoplastik dalam bentuk butiran atau bubuk ditampung dalam sebuah hopper kemudian turun kedalam barrel dimana ia dilelehkan oleh heater yang terdapat di dinding barrel dan oleh gesekan akibat
perputaran sekrup injeksi. Plastik yang sudah meleleh diinjeksikan oleh sekrup
injeksi melalui nozzle kedalam
cetakan yang di dinginkan oleh air. Produk yang sudah dingin dan mengeras
dikeluarkan dari cetakan oleh pendorong hidrolik yang tertanam dalam rumah
cetakan selanjutnya diambil oleh manusia atau menggunakan robot. Pada saat
proses pendinginan produk secara bersamaan di dalam barrel terjadi proses pelelehan plastik sehingga begitu produk
dikeluarkan dari cetakan dan cetakan menutup, plastik leleh bisa langsung
diinjeksikan.

Gambar
1.1 Mesin Injection Molding Nissei FN
6000
1.2.1 Spesifikasi Mesin Injection Molding Nissei FN 6000
Tabel
ini adalah untuk mengetahui spesifikasi dari mesin injection molding yang digunakan untuk proses pembuatan mika lampu
motor honda beat. Berikut adalah tabel spesifikasi Mesin Injection Molding Nissei FN 6000 :
Tabel 1.1 Spesifikasi Mesin Injection Molding Nissei FN 6000

1.3 Jenis Material Yang Digunakan
Bahan material yang
digunakan untuk membuat mika lampu motor honda beat adalah material jenis PMMA
AM VH 001 RED sebagai bahan baku dasar untuk membuat produk, material jenis ini
sangat cocok diaplikasikan pada produk seperti mika lampu motor dan jenis
produk lainnya. Material ini berbentuk biji-bijian plastik. Seperti gambar
dibawah ini :

Gambar
1.2 Material Biji Plastik Jenis PMMA AM VH 001 RED
BAB II
PERENCANAAN DAN PENGENDALIAN OPERASI
2.1 Diagram Alir Proses Pembuatan Mika Lampu
Motor Honda Beat
Berikut adalah diagram alir proses pembuatan mika
lampu motor honda beat dengan proses Injection
Molding :

Gambar 2.1 Diagram Alir
Proses Pembuatan Mika Lampu Motor Honda Beat
2.1.1 Penjelasan Diagram Alir Proses Pembuatan
Mika Lampu Motor Honda Beat
Pertama material biji plastik dimasukan ke dalam hopper dryer untuk dilakukan proses
pengeringan, didalam hopper dryer
biji plastik dioven terlebih dahulu,
tujuannya yaitu untuk menghilangkan kadar air yang terkandung di dalam biji
plastik yang bisa mengakibatkan produk menjadi rusak atau tidak sesuai dengan
standar yang diinginkan. Setelah proses pengeringan selesai dan kadar air
tersebut hilang lalu biji plastik tersebut masuk ke injection unit untuk mencairkan biji plastik agar mudah dicetak.
Bagian injection unit terdiri dari hopper, screw, barrel, heater, dan nozzle.
Masing-masing bagian injection unit
tersebut mempunyai fungsi kerjanya yang berbeda.
Mekanisme proses pada injection unit diawali
dengan bahan baku yang ada di hopper turun untuk memasuki rongga ulir
pada screw. Screw akan bergerak untuk membawa butiran plastik menuju barrel
untuk melelehkan butiran plastik. Langkah berikutnya, cetakan ditutup dan screw
didorong maju oleh piston untuk mendorong lelehan plastik dari screw
chamber melalui nozzle masuk kedalam Mold untuk dilakukan proses pencetakan.
Setelah proses pada injection unit selesai dan material
plastik cair tersebut disemprotkan melalui nozzle
kedalam mold maka proses pencetakan
dimulai. Lelehan plastik yang telah di injeksi untuk mengisi ruang pada mold mengalami pengerasan karena energi
panasnya diserap oleh dinding cetakan yang berpendingin air. Setelah proses
pendinginan dan kekakuan produk cukup maka screw bergerak mundur untuk
melakukan pengisian barrel. Pada saat itu, clamping unit akan
bergerak untuk membuka cetakan dan jadilah produk tersebut.. Produk dikeluarkan
dengan ejector. Setelah itu, cetakan siap untuk diinjeksi kembali.
2.2 Proses Tahapan Pembuatan Produk Mika Lampu Motor Honda Beat
Adapun
pembahasan tahapan pada tiap bagian-bagian mesin yang dilalui oleh material
plastik dalam proses pembuatan produk mika lampu motor honda beat dengan proses
injection molding pada mesin Injection
Molding Nissei FN 6000. Tahapan produksi dari mulai input material biji
plastik sampai dengan produk tersebut jadi.
2.2.1 Proses Pengeringan Material Pada Hopper Dryer
Tahap
awal adalah dengan memasukkan material biji plastik kedalam hopper dryer untuk dilakukan proses
pengeringan. proses pengering ini sangat penting karena material yang sifatnya
mudah menyerap air sehingga perlu dikeringkan supaya memudahkan prosesnya.
Nilai drying temperature pada
material PMMA sekitar 80 ºC. Fungsi dan cara kerja drying adalah untuk menghilangkan dan mengurangi moisture yang ada didalam resin tanpa merusak properties dari material. Mekanisme yang digunakan dalam proses ini
adalah dengan memberikan udara yang kering dan dipanaksan pada temperatur
tertentu kedalam hopper sehingga
terjadi absorpi air oleh udara.

Gambar 2.2 Proses
Pengeringan Material Pada Hopper Dryer
2.2.2 Proses Penampungan Material Pada Hopper
Kemudian tahap selanjutnya adalah
material biji plastik yang sudah dikeringkan pada hopper dryer dihisap ke hopper
menggunakan sistem pneumatic yang
akan membawa material plastik PMMA masuk ke dalam hopper. Hopper disini
selain berfungsi sebagai tempat masuknya material ke dalam mesin juga masih
bagian dari pengeringan (dryer) agar
didapatkan kondisi optimal sebelum material menjadi produk mika lampu motor. Merek
hopper yang digunakan disini yaitu matsui.
Holding adalah proses pengisian
material dari hopper ke barel dengan tekanan besar 40 - 45 bar, seperti gambar dibawah ini :

Gambar 2.3 Proses
Penampungan Material Pada Hopper
2.2.3 Proses Pengolahan Material Pada Injection Unit
Setelah material biji plastik masuk
ke hopper selanjutnya material
tersebut masuk ke injection unit. Unit injeksi ini merupakan tahapan
dimana terjadi proses pelelehan
material, mula-mula material turun dari hopper
lalu masuk ke barrel yang telah
dipanaskan oleh heater, lalu material
tersebut menjadi cair dan dibawa oleh screw
menuju nozzle untuk disemprotkan
kedalam mold untuk dicetak menjadi
produk sesuai dengan bentuk pola pada mold
tersebut yaitu produk mika lampu motor honda beat.

Gambar 2.4 Proses
Pengolahan Material Pada Injection Unit
2.2.4 Proses Pemanasan Barrel Oleh Heater
Heater merupakan elemen
pemanas yang menempel pada barrel.
Sistem pemanas ini berfungsi memberikan energi panas pada barrel untuk mencairkan material biji plastik agar bisa dibawa oleh
screw lalu disemprotkan oleh nozzle kedalam cetakan, dan mengalir dalam satu kali injeksi
yang memberikan ukuran atau jumlah keluarnya material. Heater ini sangat berperan penting dalam proses pelelehan material
biji plastik agar menjadi cair, panas atau suhu heater ini diatur sesuai dengan titik cair material plastik
tersebut dan biasanya suhu diatas titik cair material. Berikut adalah gambar
dari heater :

Gambar 2.5 Proses
Pemanasan Barrel Oleh Heater
2.2.5 Proses Pelelehan Material Pada Barrel
Material plastik dari hopper kemudian turun ke barrel karena pengaruh gaya gravitasi
bumi, didalam barrel material plastik
dipanaskan dan dicairkan sampai titik cair material tersebut. Barrel sebagai tempat material yang
dipanaskan, didalam barrel tersebut
terdapat screw yang berfungsi untuk
membawa material plastik yang sudah cair menuju nozzle, dan dibagian luar terdapat heater senagai elemen pemanas untuk barrel. Barrel adalah
bagian yang berbentuk semacam tabung yang didalamnya terjadi proses pelelehan
dan menginjeksikan material tersebut, disini material akan dilelehkan dengan
suhu 240 – 250 ºC. seperti pada
gambar dibawah ini :

Gambar 2.6 Proses
Pelelehan Material Pada Barrel
2.2.6 Proses
Pembawaan Material Leleh Oleh Screw
Setelah material biji plastik menjadi cair kemudian material
tersebut dibawa sekaligus di mixing
oleh screw menuju nozzle untuk disemprotkan atau
diinjeksikan kedalam cetakan (mold).
Ukuran diameter screw pada mesin ini
adalah sebesar Ø 56 mm. Dengan adanya screw
yang berputar menjadikan resin tercampur lebih homogen. Dibagian depan screw terjadi pemanasan resin hingga
titik melting, resin mengalami proses plastizicing.
Resin berubah bentuk dari padat ke cairan. Dengan material plastik yang sudah
berubah bentuk menjadi cairan mememudahkan untuk proses injeksi melalui nozzle dan akhirnya dapat dicetak dengan
baik. Gambar screw pada mesin injection molding adalah sebagai berikut
:

Gambar 2.7 Proses
Pembawaan Material Leleh Oleh Screw
2.2.7 Proses Inject
Material Leleh Oleh Nozzle
Selanjutnya tahapan ini adalah untuk
menginjeksi material leleh ke cavity
pada mold untuk membentuk produk mika
lampu motor honda beat, proses inject
berlangsung selama 9,5 detik sampai material plastik yang leleh tersebut
memenuhi rongga cetakan dan kemudian di dinginkan di dalam cetakan itu sendiri.
Diameter lubang nozzle pada mesin ini
berukuran Ø 5 mm berikut ini adalah gambar aliran inject pada proses injection
molding :
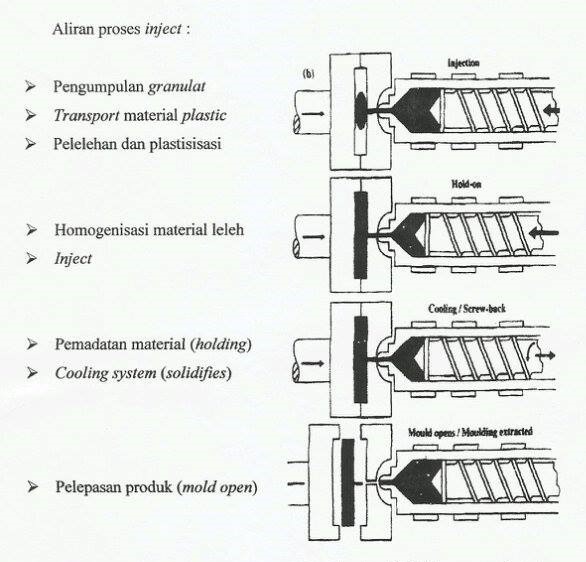
Gambar 2.8 Proses Inject Material Leleh Oleh Nozzle
2.2.8 Proses Pencetakan Material Pada Mold
Selanjutnya setelah material plastik tersebut di
injeksikan ke dalam cetakan (mold) oleh nozzle melalui sprue bus, dan mold clamp unit bergerak untuk
merapatkan dua bagian mold seperti
pada gambar 3.9. Maka proses pencetakan berlangsung, proses ini memakan waktu
selama 43,8 detik dari mulai mold menutup,
injeksi, sistem pendinginan, sampai mold
tersebut terbuka dan menghasilkan produk. Proses ini adalah yang sangat
menentukan hasil produk tersebut baik atau tidak, karena jika terjadi kesalahan
pada proses pencetakan maka produk tersebut menjadi NG (Not Good).

Gambar 2.9 Proses
Pencetakan Material Pada Mold
2.2.9 Proses Eject
dan Pengambilan Produk Jadi
Pada proses ini produk di dorong oleh
ejector agar lepas dari cavity plate sehingga menempel ke
bagian core plate untuk diambil
secara manual oleh operator. Proses pengambilan produk pada cetakan ini harus
dilakukan dengan sangat hati-hati oleh operator, sebab jika produk terjatuh
akan menyebabkan produk tersebut menjadi lecet atau gores sehingga produk
tersebut menjadi NG (Not Good).
Setelah produk diambil dan pintu pengaman di tutup, secara otomatis mold kembali menutup untuk melakukan
pencetakan kembali secara berulang-ulang.

Gambar 2.10 Proses Eject dan Pengambilan Produk Jadi
2.3 Produk
Setelah
seluruh proses tahapan selesai dilakukan, maka jadilah produk mika lampu motor
honda beat. Hasil produk tersebut tentu ada yang baik dan tidak baik kondisinya
tergantung dari proses produksi yang dilakukan, sebelum di packing maka perlu dilakukan pengecekan terlebih dahulu oleh
operator produksi sesaat setelah proses eject
dan pengambilan produk tersebut. Standar adalah acuan dalam melakukan inspeksi,
sehingga dengan memahami standar akan mudah untuk memutuskan apakah produk tersebut
OK atau NG.
2.3.1 Produk OK
Produk
OK ini adalah produk yang sudah memenuhi persyaratan standar yang telah
ditentukan. Produk dinyatakan OK atau sesuai apabila produk tersebut masuk di
dalam standar yang telah ditentukan perusahaan tanpa adanya cacat, contoh
seperti lecet atau retak. Berikut adalah contoh produk OK mika lampu motor
honda beat :

Gambar 2.11 Produk OK
2.3.2 Produk NG (Not Good)
Produk
NG adalah produk yang tidak sesuai dengan standar yang telah ditentukan. Produk
NG pada produk mika lampu motor honda beat ini dapat terjadi karena beberapa
faktor, biasanya terjadi karena faktor kondisi mesin yang kurang baik dan
faktor dari operator mesin produksi itu sendiri. Semakin banyak produk yang NG
maka semakin banyak juga kerugian yang didapat oleh perusahaan, oleh karena itu
produk NG harus diminimalkan. Contoh produk NG adalah adanya cacat goresan dan
retak pada produk. Berikut adalah contoh produk NG mika lampu motor honda beat
:

Gambar 2.12 Produk NG (Not Good)
Sumber : PT. KMK Plastics Indonesia
Mau tanya kalau pembuatan lampu depan mobil Honda Civic Nova atau grand civic kisaran berapa harganya dan jumlahnya harus berapa
ReplyDeletePlastic Injection Moulding - Explained You will be well aware what moulding is. Moulding can be precisely defined as giving a particular shape to something in a molten or plastic state. 2k injection molding
ReplyDeleteI wanted to thank you for this excellent read!! I definitely loved every little bit of it. I have you bookmarked your site to check out the new stuff you post. two shot injection moulding
ReplyDelete